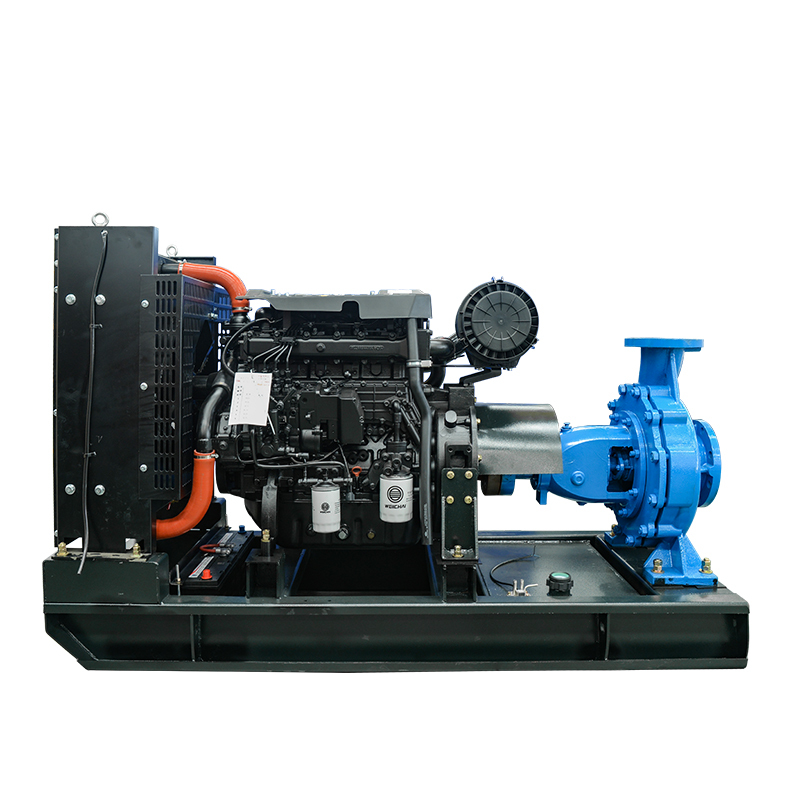
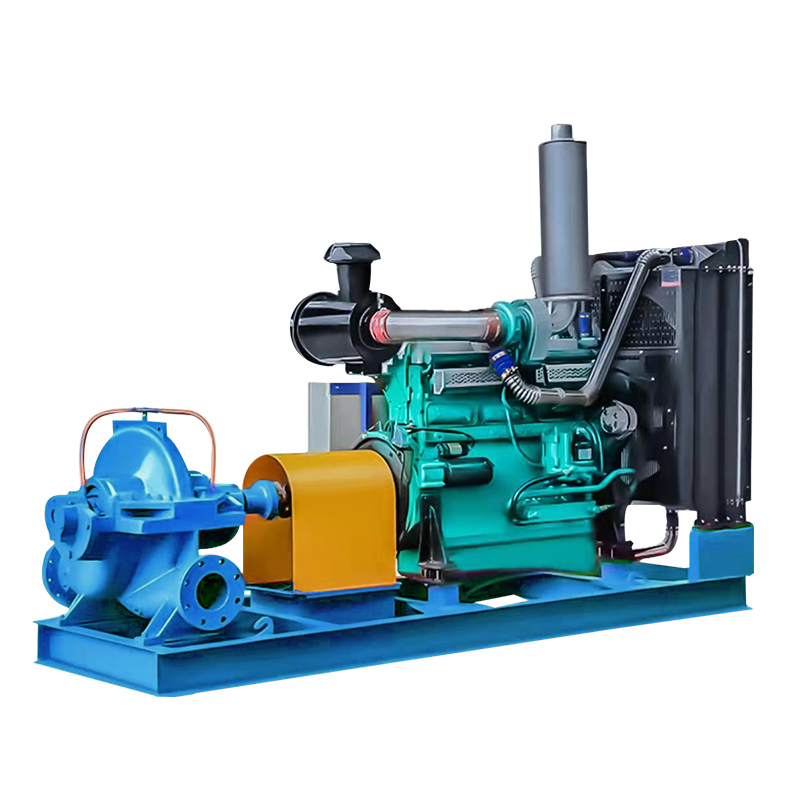
Diesel Engine Split-Case Pump


Compact Design: Split-case configuration allows easy maintenance and installation with minimal downtime.
High Efficiency: Optimized hydraulic design ensures energy savings and reliable performance under heavy loads.
Versatile Operation: Compatible with diesel engines for remote or off-grid applications, supporting variable flow demands.
Durability: Robust construction resists wear and tear, ideal for harsh industrial or outdoor environments.
Diesel Engine Split-Case PumpStructural Features
The diesel engine split-case pump features a robust horizontal split-case design, enabling easy access to the impeller and wear rings for maintenance without disassembling the entire pump. Constructed with high-grade cast iron or stainless steel, it ensures durability in demanding environments. The pump utilizes a dual-volute casing design to balance hydraulic forces, reducing vibration and enhancing operational stability. A heavy-duty tapered roller bearing system supports the shaft, while a mechanical seal or packing box minimizes leakage and withstands abrasive media.

Diesel Engine Split-Case Pump Performance Characteristics
This pump delivers high hydraulic efficiency with a flow rate ranging from 50 to 10,000 m³/h and a head capacity up to 150 meters. Its self-priming capability (up to 8 meters) ensures quick startup in water-lifting applications. Optimized impeller design enables stable operation across variable loads, while the diesel engine integration provides reliable power for remote or off-grid installations. Advanced cooling systems and thermal protection mechanisms safeguard performance in high-temperature or continuous-duty cycles.
Diesel Engine Split-Case Pump Application Scenarios
Widely used in municipal water supply, agricultural irrigation, industrial wastewater management, and oil & gas transfer, this pump excels in scenarios requiring durable, high-capacity fluid handling. It is ideal for flood control drainage, cooling systems in power plants, chemical processing, and offshore platforms. Its compatibility with diesel engines makes it a versatile solution for emergency backup systems, mining operations, and rural infrastructure projects where electricity supply is limited.